
Selective Laser Sintering (SLS) has become a staple for manufacturers and engineers, renowned for its ability to produce precise, complex parts that traditional methods struggle to achieve. For those focused on high-volume production, SLS provides an efficient solution to create accurate prototypes without the costs and commitment of mold-making.

Since its beginnings in the 1980s, SLS has grown into a powerful tool that blends the reliability of traditional manufacturing with the cutting-edge advantages of additive manufacturing.
Read on to find out how the SLS printing process could change the way you make things. What Is Selective Laser Sintering (SLS) 3D Printing?
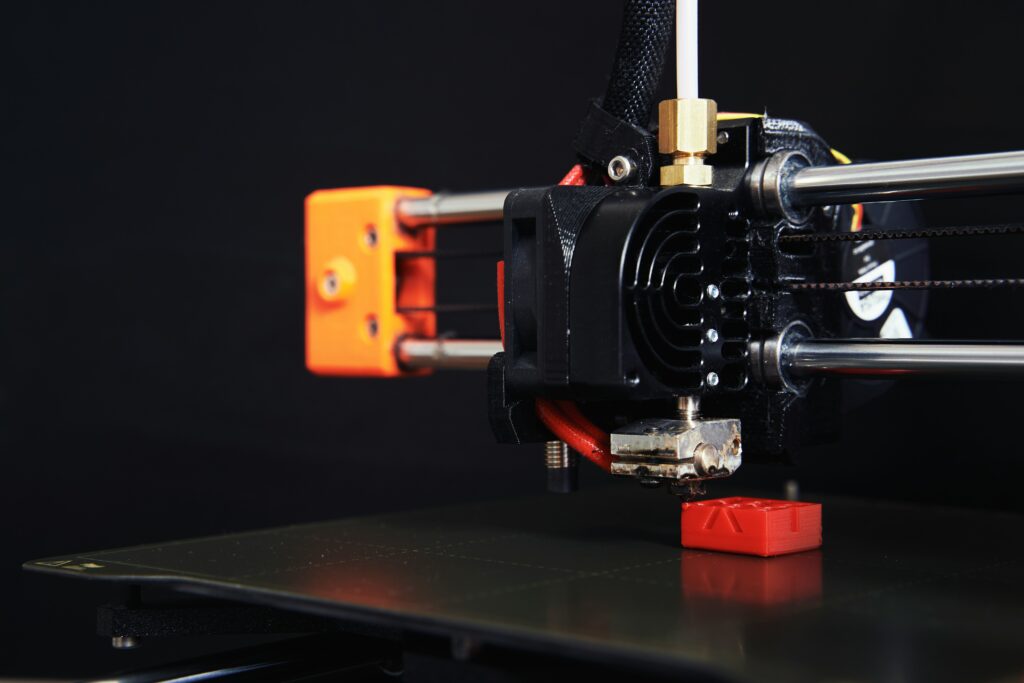
Selective Laser Sintering (SLS) 3D printing is an advanced additive manufacturing layer technology that uses a laser to fuse or “sinter” powdered materials layer by layer, forming a solid structure. As part of the powder bed fusion family, SLS creates parts with high accuracy and good mechanical properties, making it ideal for both prototyping and end-use applications.
In the SLS process, a high-powered laser selectively targets areas of a thin layer of powdered material, which is typically a thermoplastic such as nylon. The laser raises the material’s temperature just enough to bond the particles, forming a strong, detailed structure without fully melting it.
This process repeats layer by layer until the final part takes shape. Because the surrounding unsintered powder acts as a support structure, SLS 3D printing can produce complex geometries without additional support material.This capability enables designers to achieve high design freedom and produce intricate internal features and assemblies that would be challenging or even impossible to create using traditional manufacturing methods.
What is the History of SLS 3D Printing?
SLS technology was initially developed by Dr. Carl Deckard at the University of Texas at Austin in the 1980s. Recognizing the need for rapid prototyping solutions, Dr. Deckard and his professor, Dr. SLS was developed by Joe Beaman as a means of rapidly producing functional prototypes directly from digital designs. This innovation was revolutionary, as it allowed companies to accelerate product development cycles by producing parts for testing and validation without requiring traditional tooling or molds.
The technology was first used primarily for rapid prototyping, allowing manufacturers to test designs with a level of precision and speed previously unachievable. Over time, however, SLS evolved beyond prototyping and became a viable option for low-volume production, particularly in industries where complex geometries and robust mechanical properties are essential.
How Does SLS 3D Printing Work?
Selective Laser Sintering (SLS) 3D printing relies on a high-power laser to fuse powdered material layer by layer, producing durable parts with precise features. The process involves several key steps: preheating, printing, cooling, and post-processing, each contributing to the final quality of the parts.
SLS printing is distinct in its ability to create complex shapes without needing support structures, as the surrounding powder bed acts as a natural support.
Preheating begins by bringing the powder bed to a temperature just below the material’s melting point.
This ensures thermal stability and minimizes warping during printing. SLS typically makes use of thermoplastic polyurethane and nylon, two materials known for their good mechanical properties and resistance to heat. These materials aid in the creation of robust, useful components that are suitable for both prototypes and end-use applications. The printing phase is where the laser does most of the work.
In accordance with the digital model’s cross sections, the laser sinters specific regions of the powder bed. This sintering process binds particles together to form a solid structure layer by layer, gradually building up the complete part.Each layer of powder is spread across the bed, and the laser sinters only the areas specified by the design.
Because unsintered powder surrounds each layer, the structure is naturally supported without the need for external supports, allowing for complex geometries and intricate details that might otherwise be challenging with traditional manufacturing methods.
After printing, the cooling stage is critical. Both the printed part and the surrounding powder must cool gradually to prevent warping and ensure dimensional accuracy. Cooling also helps maintain consistent mechanical properties across the part, especially in functional applications where strength and durability are essential.
The removal of the component from the powder bed, cleaning, and application of any finishing treatments round out post-processing. Excess powder is brushed or blown away, and techniques like vapor smoothing or sandblasting are used to enhance the surface finish. In addition, unused powder can be recycled, contributing to efficient material use and reducing waste.
What Are the Main Stages of SLS Printing?
The SLS 3D printing process involves several essential stages that work together to transform powdered material into a fully formed part. These steps, from file preparation to post-processing, ensure that each part achieves optimal quality and detail. Here’s a breakdown of the main stages in SLS printing:
•Design and Prepare the File: Begin by designing the part in CAD software.The blueprint for the desired three-dimensional shape is this digital model. Export the file in a 3D-printable format, such as STL, OBJ, or 3MF.This format preserves the design’s geometry and details, readying it for the printing process.
•Prepare the Printer: Load the printer with the powdered material, typically a thermoplastic like SLS nylon or thermoplastic polyurethane, known for their durability and temperature resistance. Calibrate the printer’s settings according to the material and design specifications, ensuring consistent mechanical properties and precise layer thickness.
•Preheating the Powder: Preheat the powder bed to just below the material’s melting point using infrared heaters. This preheating minimizes thermal stress and reduces the risk of warping during printing.
• In the printing process, the laser selectively sinters the powder layer by layer, guided by the cross-sections of the digital model. Loose powder surrounding the part serves as natural support, accommodating complex geometries without additional support structures.
• Cooling: Give the powder bed and printed part time to cool down.Controlled cooling is essential for dimensional accuracy, helping to prevent warping and ensuring thermal stability.
•Part Extraction and Powder Recovery: Remove the part from the powder bed.Carefully recover any unused powder, which can be recycled for future prints, enhancing material efficiency.
• After processing, clean the part by media blasting to remove any remaining powder. Additional finishing techniques, such as vapor smoothing, may be applied depending on the desired surface finish and application requirements.
What Are the Core Components of an SLS Printer?
Each of the core components of an SLS printer is crucial to the printing process. Here’s a look at the primary parts that work together to create accurate, high-quality SLS parts:
• Laser System: This component produces the powerful laser beam that is used to sinter the powdered material. This laser’s energy is vital for fusing small particles layer by layer, forming a solid structure.
•Scanner System: Directs the laser beam across the powder bed according to the design’s cross sections, ensuring precision in each layer and achieving complex shapes without support structures.
•Build Chamber: The enclosed area where parts are formed. This chamber maintains controlled conditions, allowing the powder bed to support multiple parts or intricate geometries.
•Recoating Mechanism: Spreads a thin layer of fresh powder over the build platform after each layer is sintered, ensuring a consistent layer thickness across the powder bed.

•Powder Delivery System: Supplies powder to the recoater, enabling a continuous feed of material throughout the printing process.
•Control Unit: Manages the printer’s operations and parameters, including laser power, scanning speed, and layer thickness, to maintain consistent mechanical properties across all parts.
• Inert Gas Atmosphere: Keeps an inert atmosphere inside the build chamber, often with nitrogen, to prevent powder oxidation during sintering, which is especially important for certain materials. • Heating Elements: Preheat the powder bed to a precise temperature, reducing thermal stress and enhancing the stability of the final part.
What are the primary printing parameters for SLS? In SLS printing, several key parameters control the quality, accuracy, and durability of the final part. Optimizing the mechanical properties, surface finish, and density of the part is made possible by adjusting these variables. Here are the primary parameters that impact the SLS printing process:
•Laser Power: This determines the energy applied to sinter the powder. Higher laser power increases part density, enhancing strength and durability.
• Scan Speed: The speed at which the laser moves across the powder bed is referred to here. Slower scan speeds increase exposure time, allowing more thorough sintering but potentially extending print times.
•Layer Thickness: Typically set between 50 to 200 microns, layer thickness impacts both resolution and build time Thinner layers result in finer details but require more time to complete.
•Part Bed Temperature: Preheating the powder bed reduces thermal stress, preventing issues like warping and improving overall thermal stability.
•Powder Particle Size: Smaller particles impro
 3D printing is an advanced additive manufacturing layer technology that uses a laser to fuse or “sinter” powdered materials layer by layer, forming a solid structure. As part of the powder bed fusion family, SLS creates parts with high accuracy and good mechanical properties, making it ideal for both prototyping and end-use applications.){kind=link}